
G54 หมายถึง เครื่องกำลังใช้ Origin G54 อยู่
G0307 N0 L1 คือชื่อไฟล์ที่กำลังเปิดอยู่ตอนนี้
G01 คือ การควบคุมความเร็วในการตัดไม้ ยกตัวอย่างเช่น ความเร็วที่กำหนดในโปรแกรม คือ ความเร็ว 10000mm/min G01 ปรับความเร็วไว้ที่ 80% ก็จะได้ ความเร็ว 8000mm/min วิธีการปรับคือ G1- คือลดความเร็ว G1+คือการเพิ่มความเร็ว ครั้งละ 10%
G00 คือ การควบคุมความเร็วแบบไม่ได้ไว้ ยกตัวอย่างเช่น ความเร็วที่กำหนดในโปรแกรม คือ ความเร็ว 10000mm/min G00 ปรับความเร็วไว้ที่ 80% ก็จะได้ ความเร็ว 8000mm/min วิธีการปรับคือ G0- คือลดความเร็ว G0+คือการเพิ่มความเร็ว ครั้งละ 10%
SPD คือการควบคุมความเร็วรอบ Spindle สูงสุด 100% วิธีการปรับคือ Sp – คือลดความเร็ว Sp +คือการเพิ่มความเร็ว ครั้งละ 10%
F 0.000 คือ บอกความเร็วการตัดแบบเรียวทาม หน่วยเป็น ความเร็ว ฟีด (F) mm/min
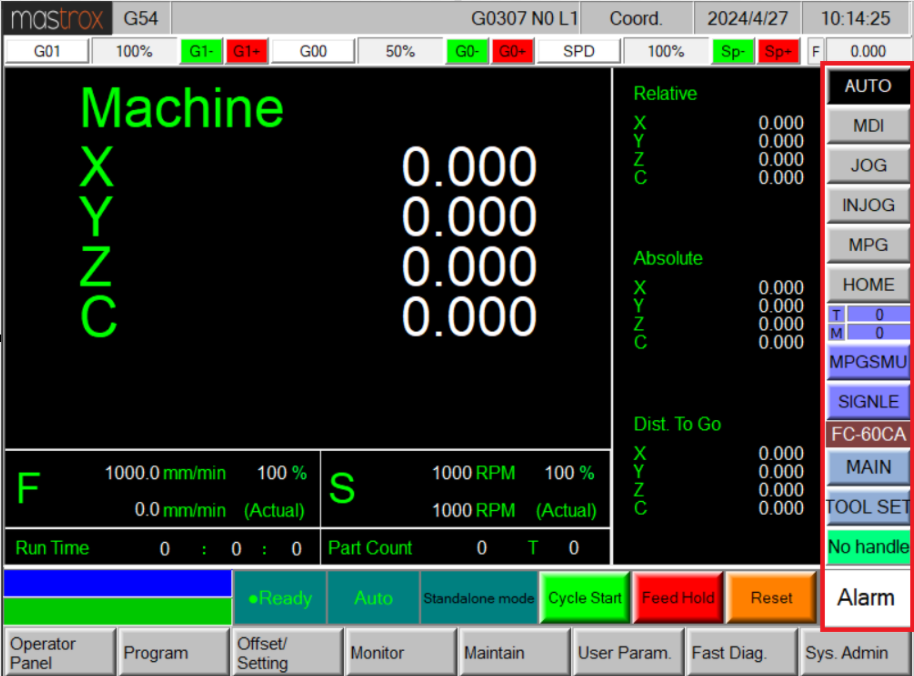
AUTO คือ โหมดสั่งการทำงานอัตโนมัติ จะใช้โหมดนี้ก็ต่อเมื่อเราจะสั่งทำงานผ่าน Work list และ การวัดความยาวดอก
MDI หรือ “Manual Data Input” คือ การป้อนข้อมูลด้วยมือ โดยโหมดนี้ผู้ใช้สามารถป้อนคำสั่ง G-code ด้วยตัวเอง เช่น T1 เครื่องก็จะเรียก Tool 1 ออกมา T คือ Tool 1 ก็คือ ดอกที่ 1
JOG และ INJOG คือ โหมดสั่งเครื่องขยับไปมาในระนาบการทำงาน จะในคู่กับหน้า MAIN
MPG คือ โหมดในการทำงาน ที่เราจะเอาไว้สั่งเครื่องขยับไปมา แบบละเอียด ๆ เราจะใช้โหมดนี้ในการตั้งค่า ความสูงของหน้าโต๊ะ หรือ ทำการเช็ต Z Delta set
HOME คือ โหมดจะกำหนดแกนทุกแกนเป็นค่า 0 ทุกครั้งที่เปิดเครื่องใหม่เราจะะต้องทำการเข้า HOME ทุกครั้ง วิธีการใช้งานให้เรากด ปุ่ม HOME 1 ครั้ง แล้วก็กดปุ่ม Cycle Start หลังจากนั้นรอเครื่องจักรขยับกลับมาตำแหน่ง Home
T0 คือ บอก Tool ที่เครื่องใช้งานอยู่ในปัจจุบัน
M0 คือ คำสั่งที่เครื่องใช้งานในปัจจุบัน
MPGSMU คือ โหมดการทำงานจำลองการตัด วิธีการทำงานเราจะกด MPGSMU พร้อมกับ AUTO วิธีการใช้งานคือเราจะต้องหมุน MPG ไปด้วยเครื่องก็จะทำงานด้วยความเร็วที่เราหมุน MPG
SIGNLE คือ โหมดการทำงานทีละบรรทัด วิธีการทำงานเราจะกด SIGNLE พร้อมกับ AUTO
MAIN คือ จะเปิดหน้าควบควบการขยับเครื่อง ทุกแกน เปิด ปิด Vacuum หรือการ เปิดปิด Stopper
Alarm คือ การแจ้งเตือนเมื่อเครื่องเกิดปัญหา เราสามากดดูได้ที่นี้

•Ready คือ เป็นการบอกสถานะการทำงานของเครื่อง ว่าพร้อมหรือไม่พร้อม
B.stop คือ เครื่องรอรับคำสั่งจากเรา หรือ เป็นการบอกเราว่าเครื่องได้ทำงานเสร็จแล้วให้เราทำการ กด Reset
Working คือ บอกสถานะว่าเครื่องจักรกำลังทำงานอยู่

ตรงส่วนนี้จะบอกว่า เรากำลังใช้โหมดอะไรอยู่ เช่น “Home” “JOG” “MDI” “AUTO”

Cycle Start คือ ปุ่มที่เอาไว้สั่งการเริ่มต้นโปรแกรม หรือ เริ่มรัน คำสั่ง MDI หรือตั้งดอกอัตโนมัติ
Feed Hold คือ ปุ่มที่เอาไว้หยุดเครื่องชั่วคราวเผื่อที่จะหยิบเศษไม้ออก ถ้าต้องการจะรันต่อให้เรากดปุ่ม Cycle Start อีกครั้ง
Reset คือ ปุ่มที่ เอาไว้ รีเซ็ตโปรแกรม ส่วนนี้โปรแกรมจะกลับมาเริ่มที่บรรทัดแรกทั้งหมด

Operator Panel คือ หน้านี้ไว้สำหรับเอาไฟล์งานเข้า Work list และจัดคิวไฟล์งานหรือไฟล์งานใส่ไว้รอทีละหลายๆไฟล์
Program คือ หน้านี้เราเอาไว้เขียนโปรแกรม G-code หรือ ต้องการจะ edit โปรแกรมโดนที่ไม่ได้ใช้คอมพิวเตอร์หรือจำลองทูลพาท
Offset/setting คือ หน้านี้เราจะไว้แก้ไขค่า Offset ดอก ความลึก หรือค่าความยาวของดอก ได้
Monitor คือ หน้านี้บอกสถานะต่างๆในเครื่อง เช่นความเร็ว เวลาที่ใช้ไป
Maintain คือ หน้านี้ไว้สำหรับดูประวัติการแจ้งเตือน สำรองการตั้งค่า กาตั้งค่าต่างๆของระบบ
User Param. คือ หน้าไว้สำหรับตั้งค่าพารามิเตอร์ต่างๆในเครื่อง
Fast Diag. กับ Sys .Admin คือ เป็นหน้าที่เอาไว้ตั้งค่าต่างๆภายในเครื่อง