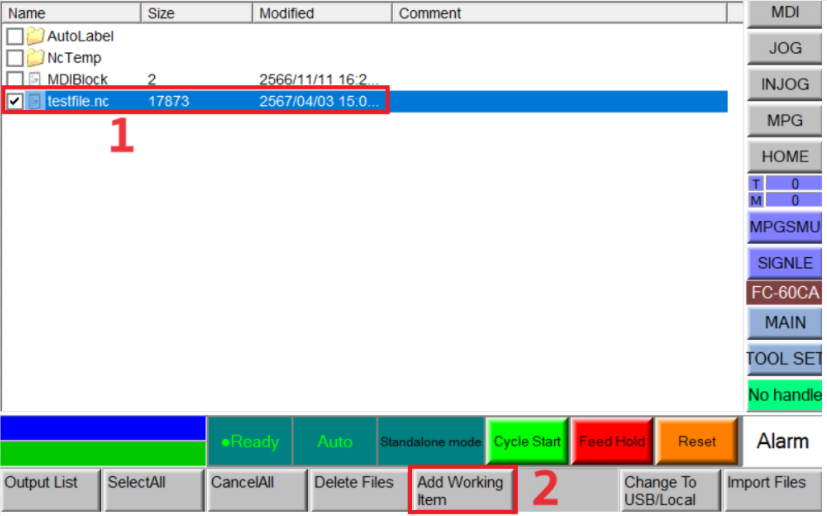
การนำไฟล์เข้า Work List




Loading เมื่อกดไปแล้วจะเป็นการสั่งให้เครื่องไปหยิบไม้มาวางที่หน้าโต๊ะพร้อมกับ จัดไม้ใส่ฉากให้อัตโนมัติ Unloading เมื่อกดไปแล้วเครื่องจะทำการดันไม้จากบนโต๊ะ ไปที่ สเตชั่น Unload หรือสายพานพร้อมกับทำความสะอาดหน้าโต๊ะ Loading & unloading จะทำทั้งสองอย่างพร้อมกัน Y+ จะเป็นการขยับแกนไปทางท้ายโต๊ะ Sp1 เลือกทูลที่ 1 Y- จะเป็นการขยับแกนกลับมาทางหน้าโต๊ะ Sp2 เลือกทูลที่ 2 X- จะเป็นการขยับแกนมาทางซ้าย Sp3 เลือกทูลที่ 3 X+ จะเป็นการขยับแกนมาทางขวา Sp4 เลือกทูลที่ 4 Z- จะเป็นการสั่งให้แกน Z ขยับลงมาที่หน้าโต๊ะ Vacuum เปิดระบบ สูญญากาศ Z+ จะเป็นการสั่งให้แกน Z ขยับขมาที่หน้าโต๊ะ SUCT.AE หรือ Vacuum Valve เปิด/ปิดวาล์ว Rapid คือการสั่งให้ขยับเครื่องด้วยความเร็วสูง Pusher สำหรับเรียก ตัวดันฝุ่นลงมา Stoper…
ถ้าเราตัดไม้ไม่ขาดให้เรา หักผิวไม้ที่เหลืออยู่แล้วเอาเวอร์เนียร์มาจับดูว่าเหลือเท่าไหร่ เช่นเหลือ 0.5 mm ถ้าเราอยากจะให้ดอกลงเพิ่ม ให้เอาบวกเลขเพิ่มเข้าไป เช่น 412.500+0.5= 413.000 พอเราได้เลขที่ต้องการแล้วให้เรานำมาใส่ช่องโดยการพิมใส่ เราต้องมี – นำหน้า เช่น -413.000ถ้าดอกของเรากินโต๊ะมากเกินไป ให้เอาเวอร์เนียร์มาวัดความลึกของรอยดอกที่กินหน้าโต๊ะ MDF ดูว่ากินลึกลงไปเท่าไหร่ เช่นกินไป 2.5 mm ให้ลบเลขเข้าไป เช่น 412.500-2.5= 410.000 พอเราได้เลขที่ต้องการแล้วให้เรานำมาใส่ช่องโดยการพิมใส่ เราต้องมี – นำหน้า เช่น -410.000 เท่านี้ก็เรียบร้อยแล้ว
G54 หมายถึง เครื่องกำลังใช้ Origin G54 อยู่ G0307 N0 L1 คือชื่อไฟล์ที่กำลังเปิดอยู่ตอนนี้ G01 คือ การควบคุมความเร็วในการตัดไม้ ยกตัวอย่างเช่น ความเร็วที่กำหนดในโปรแกรม คือ ความเร็ว 10000mm/min G01 ปรับความเร็วไว้ที่ 80% ก็จะได้ ความเร็ว 8000mm/min วิธีการปรับคือ G1- คือลดความเร็ว G1+คือการเพิ่มความเร็ว ครั้งละ 10% G00 คือ การควบคุมความเร็วแบบไม่ได้ไว้ ยกตัวอย่างเช่น ความเร็วที่กำหนดในโปรแกรม คือ ความเร็ว 10000mm/min G00 ปรับความเร็วไว้ที่ 80% ก็จะได้ ความเร็ว 8000mm/min วิธีการปรับคือ G0- คือลดความเร็ว G0+คือการเพิ่มความเร็ว ครั้งละ 10% SPD คือการควบคุมความเร็วรอบ Spindle สูงสุด 100%…
วิธีการลบไฟล์ .NC ภายในเครื่อง วิธีการลบFolder เครื่องจะ Backup ไฟล์งานของเราไว้ในรูปแบบโฟลเดอร์ ถ้าสะสมไว้เยอะดิสภายในเครื่องก็จะเต็มแล้วเราจะไม่สามารถโยนไฟล์งานเข้าเครื่องได้อีก
การตั้งดอกอัตโนมัติ *สำหรับเครื่อง 4500 nt จะมี 4 Spindle เราจะพิมพ์เลข 1 แทนTool 1 พิมพ์ 2 แทนTool 2 พิมพ์ 3 แทนTool 3 พิมพ์ 4 แทนTool 4 เมื่อเราเลือก Tool แล้วให้เราเลือกโหมด AUTO แล้วกด Start หรือ F1 รอจนเครื่องทำงานเสร็จสถานะเครื่องเป็น Ready ถึงจะทำ Tool ต่อไปได้ เป็นอันเสร็จสิ้นการตั้งความยาวดอก*สำเครื่อง 4500 Ant จะมี 1 Spindle และสามารถเปลี่ยนToolได้ 12 Tool เราก็จะพิมพ์ 1-12 ได้เลยเมื่อเราเลือก Tool แล้วให้เราเลือกโหมด AUTO แล้วกด Start หรือ F1…
การตั้งค่าดอกที่ใหญ่กว่าตัวเซ็นเซอร์ (สำหรับ4500nt และ 4500Ant) โดยเฉพาะอย่างยิ่ง ดอกสำหรับปาดหน้าโต๊ะขนาด 76 mm ซึ่งจะมีขนาดใหญ่เป็นพิเศษ เพื่อการปาดหน้าโต๊ะที่เรียบเนียน และ รวดเร็วมากยิ่งขึ้น